30年マスター株|家庭用木材スプレー塗装のよくある問題と解決策
多くの友人が、自宅で木材にスプレー塗装する際に様々な問題に遭遇しています。具体的にはどのような問題で、どのように解決できるのでしょうか?
の対処方法:
原因
1. 塗料自体のレベリングが悪い
2. ベースコートが滑らかすぎる
3. 塗装面には水、油、各種酸、アルカリなどの物質が付着している
4. 塗装中または施工中のワークピースの温度が低い


. 塗膜が厚すぎるため、溶剤が蒸発しにくい
。5. 施工現場の温度と湿度が高い。6
. 硬化剤が使用されていない、または硬化剤が多すぎる。7
. 希釈剤が適切に使用されていない。8
. エアコンプレッサー内の油水分離が不十分。
1.施工粘度を適切に調整し、使用前にしばらく放置する
. 必要に応じて防湿剤とドライアイスを追加します
。6. コーティング剤と硬化剤を併用し、重量比を厳守してください。7
. コーティング剤とシンナーを併用してください。8
. 定期的に油と水を排出し、セパレーターを点検してください。

1. 溶剤の蒸発が速く、塗装のレベリングが悪くなります。
2. 塗装のレベリングが悪いです。
3. ノズルの直径が大きいため、塗料の粘度が高くなります。
4. スプレー距離が不適切で、空気圧が不十分で、塗料の霧化が不十分です。
5. 表面仕上げが不均一で、塗装のレベリングが悪くなります。
6.塗料またはシンナーの吸水です。
7. シンナーが適合していません。
トラブルシューティング:
1. 適切なシンナーを選択します。
2. 正しい塗料を選択します。
3. 塗料の粘度を調整し、適切な直径のスプレーガンを選択します。
4. 適切な空気圧と霧化を維持し、スプレー距離を調整します
。 5. 表面が平らであることを確認します。
6. 残っている塗料やシンナーを密封します。
7. 適切なシンナーを使用します。

1. 塗装対象物の表面に油分や水分が付着している。
. 木材の水分量が多く、施工前に適切に乾燥されていない。
1. 表面を乾燥した清潔な状態に保ってください。2
. 耐水性と防湿性のある塗料を選択してください。3
. 木材の水分含有量が現地の平衡水分含有量と一致していることを確認します(例:北京では 10%)。4. 低速ドライアイスを追加して蒸発率を調整します。5
. コーティングを高温多湿の場所に置かないでください。6
. 一度に厚く塗布しすぎないようにしてください。30µm を超えないようにしてください。7
. 定期的に油と水を排出するか、セパレーターを点検してください。8
. 攪拌後、15 分間(25°C)放置します
。9. 気圧を通常の状態に調整します。
1.シンナーの溶解性が不十分で塗料を完全に溶解できないため、塗料中の樹脂と硬化剤が完全に接触して化学架橋反応を起こすことができません。
2.硬化剤の量が不足しており、反応に関与しない樹脂が残留しています
。 3.樹脂の種類と硬化剤成分の種類が異なり、架橋反応が完全に完了できません。
4.空気の湿度が高すぎます。
5.温度が低すぎて分子活性が大きくないため、乾燥に影響します。
6.サンドペーパーの砂粒配列構造が不合理であるため、サンドペーパーに入った砂が落ちにくい、またはサンドペーパーモデルが不適切です。
7.サンディング方法が不適切です。
8.塗膜が厚すぎる、または層間隔が短すぎます。
1. 溶解力が強い適切なシンナーを選択します。
. 完全に反応して架橋できる適切な硬化剤を選択します。
. 適切な砂粒配列または適切なタイプのサンドペーパーを使用してください。
. 層間の間隔を広げるには、2 層以上のやすりをかけます。

原因:
1. ベースコートが厚すぎて、
完全に乾く前にトップコートを塗布します。2. 乾燥剤が多すぎるため、トップコートの乾燥が速すぎます。3.
塗料の互換性がなく、ベースコートとトップコートの硬度に大きな差があります
。4.
耐候性が悪い。5. 塗料の有効期限が切れているため、顔料と樹脂が分離し、均一に混合しないとひび割れが発生する可能性があります
. 有害ガス中での使用など、環境が過酷です。7
. トップコートの固形分が少なく、フィルム形成の密着性が悪い。
トラブルシューティング:
1. ベースコートが完全に固まってからトップコートを塗布します。
。3. ベースコートとトップコートの塗料は必ず合わせてください。4
. 耐候性の高い塗料を選んでください。5
. 製造日を確認し、使用時にはよくかき混ぜてください。
. 塗料の固形分濃度に注意し、揮発性物質を過剰に添加しないでください。

1. 塗装対象物の表面が汚れており、他の有害物質が含まれている
1. 塗装対象物の表面は十分に処理する必要があります
。2. 基材の表面は適切な粗さである必要があります。3
. ベースコートが完全に乾燥した後、トップコート(ニトロラッカー)を塗布します。

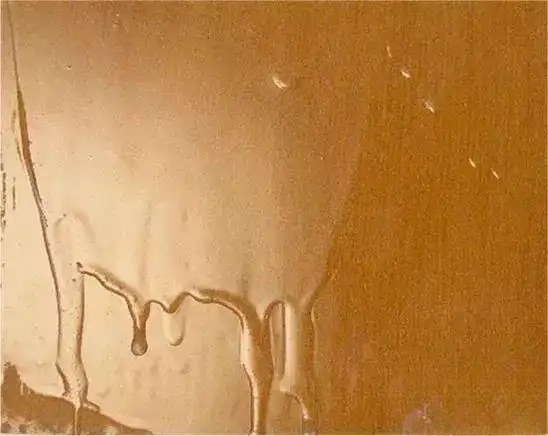
1. 塗料やシンナーに含まれる水や油が塗装面に滴り落ちる
4.塗料の粘度が高すぎるか低すぎる。
5.塗装対象物の表面が粗く凹凸があり、研磨が不完全です
。 6.環境が汚染されています。
トラブルシューティング方法
1.油水分離器に水が混入しないように注意するか、油やワックスが塗装面に落ちないようにしてください。
2.塗装対象物の表面を清掃します
。 3.エア圧とスプレーガンとワークピースの距離を調整します。
4.塗料の粘度を調整します。
5.塗装前に、ワークピースが均一かつ慎重に研磨されているかどうかを確認します。
6.汚染源を遮断するか、空気入口を変更します。

原因:
1. 塗装対象物の表面が湿っているか、酸、塩、アルカリなどの物質が含まれています。2
. 塗料とシンナーに水が混ざっています
。3. 塗装対象物の表面が粗すぎて塗料を多く吸収し、塗装が薄すぎます。
1. コーティング表面の不純物を除去します。2
. 水分の浸入を防ぐため、コーティングを適切に保管します
。3. 室内の湿度を調整するか、工事を中止します。4
. 工事環境温度は通常10℃以上です。5
. エアコンプレッサーから水分を除去し、油水分離器をメンテナンスします。6
. 正しい比率に従ってコーティングを塗布します。

1. スプレーガンが詰まっており、オイルとガスの出力が不均一です。
3.スプレーが著しく不均一
4.ベースコーティングが不十分、または穴があいているため、吸い込みが発生している
5.塗料の品質が悪い
6.スプレー前の攪拌が不均一
トラブルシューティング
1.スプレーガンを清掃し、メンテナンスに注意してください。
2.技術を向上させる
3.通常の操作に注意する
4.ベースに十分なオイルをスプレーし、数回磨いて滑らかにする
5.高品質の塗料を使用する
6.スプレーする前に均一に攪拌する
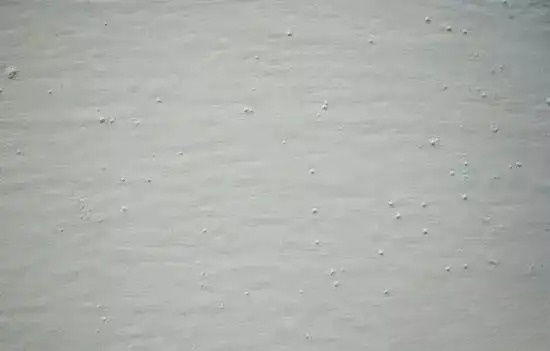
1.作業環境が悪い
2.硬化剤が多すぎるか、混合が不均一である。
3.塗料が粒状物と混合され、ろ過なしで使用される。
4.塗料の有効耐用年数を超えている、または塗料が不均一に分散されている。
5.コーティングが標準化されていない。
6.集塵システムが良くない。
7.シンナーの使用方法が適切でない。
トラブルシューティング方法:
1.環境を改善し、汚染源を避けます
。 2.必要な比率に従って混合し、十分に攪拌します。
3.使用前に、関連する容器を洗浄し、適切なフィルターでろ過する必要があります。
4.使用前に確認してください。
5.作業台、スプレーテーブル、集塵装置、およびコンベアベルトは清潔でなければなりません。
6.集塵システムを改善します。

4.建設環境が清潔ではなく、室内のほこりが多い
。 5.フィルターのメッシュが大きすぎるため、塗料が固まり、破片が除去されずに混入している。
6.スプレーツールが清潔ではない。
7.スプレーが薄すぎて、レベリングの余地がない。
8.スプレー距離が長く、空気圧が高く、スプレーガンの口径が小さいため
、塗料が表面に到達したときに溶剤が蒸発し、コーティングがレベリングできない。 9.塗料の有効期限が切れて劣化し、樹脂と顔料が沈殿して塗料が荒れている。
10.塗料とシンナーが合わず、溶解力が不足している。
. スプレーガンとスプレーガンの距離を調整し、口径が大きすぎないようにします
。4. 環境衛生に注意してください
。5. 塗料がゴミやホコリに落ちないように、注意深く濾過します。トップコートフィルターは約200メッシュにする必要があります。
. 各塗装はレベリング効果を維持する必要があります。8
. スプレー工程の要件に応じて、施工プロセスの適切なパラメータを調整してください。9
. 法的権利を保護するために、塗料の製造日を確認してください。
1. 塗料が乾燥する前に包装された。2
. 架橋硬化剤の量が不十分。3
. 遅乾性溶剤が多すぎて、溶剤の蒸発が不完全
。4. 塗装対象物が汚染されている。5
. 空気の循環が悪く、熱の影響を受けている。6
. 急激な気候の変化、高温、または雨季の工事
。7. 塗料の品質が悪い。
. 規定の比率で塗布してください
。3. 適切なシンナーを使用し、過剰量を加えないでください
。4. 塗装面を清掃してください。5
. 溶剤が完全に蒸発するように換気を良くしてください
。6. 乾燥時間を長くするか、適切な加熱をしてください。7
. 高品質の塗料を使用してください。
1. 塗料の粘度が低いため、塗膜が厚くなりすぎます。2
. スプレー距離が近すぎるため、スプレーガンの動きが遅すぎます。3
. スプレーガンの口径が大きすぎます
。4. スプレー空気圧が均一ではありません
。5. 塗料に高密度の顔料が含まれているため、塗料が均一に混ざりません。6
. 塗装対象物の表面が滑らかすぎます。
トラブルシューティング:
1. 塗料の粘度を適切に調整します。一度に塗膜の厚さが30μmを超えないようにしてください。
5.施工中は塗料を数回撹拌する
6.塗装対象物の表面粗さを確保し、各層を丁寧に研磨する

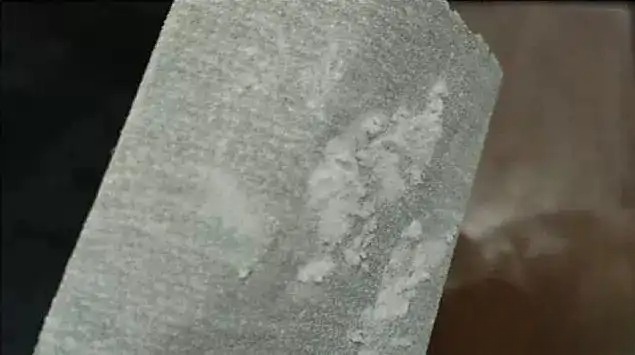
原因:
1.施工中の湿度と温度が高く、蒸発が速い。
2.塗料またはシンナーに水分が含まれています
3.施工中に油水分離器が故障し、塗料に水分が入ります。
4.シンナーの溶解性が不十分なため、塗料の樹脂が沈殿して白くなります。
5.手汗でワークピースが汚れます。
6.基材の水分含有量が高すぎます。
トラブルシューティング方法:
1.施工環境の温度または湿度を調整し、防湿剤またはスロードライアイスを追加します
。 2.必ず純正品を使用してください。
3.油水分離器を修理して、水分がコーティングに入り込まないようにします。
4.適切なシンナーを使用します。
5.作業時は布手袋を着用し、手汗で汚れた部分を磨きます。
6.基材の水分含有量は、現地の木材の水分含有量とバランスをとる必要があります。

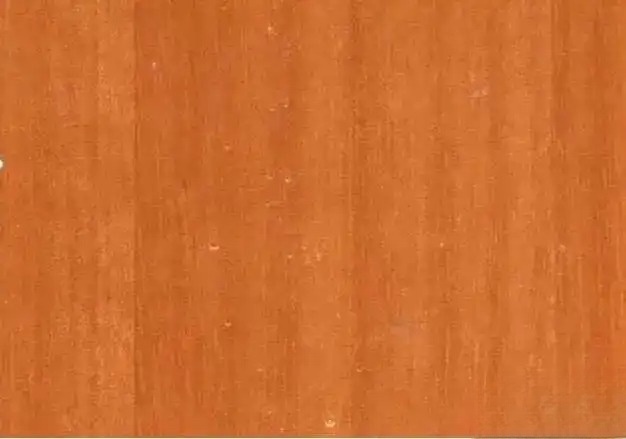
1. ベース層が乾く前にトップコートを塗布します。

1. ニトロプライマーとポリビニル表面層など、下層と表面層が一致していない
. プライマー層が厚すぎます。
トラブルシューティング
:1. ベースコートとトップコートを併用してください。2
. 同じ塗料の場合は、ベースコートが完全に乾燥してからトップコートを塗ってください。3
. 厚塗りは避けてください。1回あたりの塗布量は30µm以下にしてください。

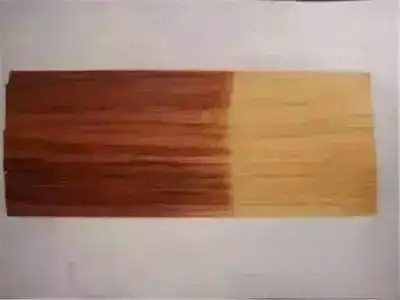
1. 下地の漂白など。2
. 直射日光、塗膜の劣化および分解。3
. 環境要因(空気、水など)。4
. 高温乾燥。5
. 黄ばみ防止ではない塗料の使用。
トラブルシューティング:
1. 下地の準備が要件を満たしていることを確認します。2
. 黄ばみ防止塗料を使用します。3
. 家具のメンテナンス対策を強化します(ワックスがけなど)。4.
過度に高い加熱温度(60℃未満)および長時間の加熱を避けます。5
. 適切な塗料を使用します。

1. 研磨に使用したサンドペーパーが粗すぎる
方法
:1. 研磨する際は、適切なサンドペーパーとエメリークロスを使用するように注意してください。
. プライマーコートを塗り、平らに研磨してからトップコートを塗ります。